Хийх зориулалттай индукцийн халаалтын ган хавтан
Тодорхойлолт
Цахилгаан халаалт хийх индукцийн ган хавтан
Металл индукцийн халаалтын ган хавтан халуун хэлбэржүүлэх нь индукцийн халаалтын маш сайн хэрэглээ юм. Аж үйлдвэрийн Зааварчилгаа ба халуун формац үйл явц нь металл бэлдэцийг гулзайлгах, хэлбэржүүлэх, эсвэл деформацид тэсвэртэй сул температурт халаасны дараа цэцэглэнэ. Өнгөт материалын блокуудыг бас ашиглаж болно. 
Зааварчилгаа халаах машин эсвэл ердийн зуухыг анхны халаалтын процесст ашигладаг. Билетийг индуктороор хийн буюу гидравлик түлхэгчээр дамжуулж болно; галзуу диск хавчих; тракторын хөтөч; эсвэл алхаж буй туяа Холбогч пирометрийг гулзайлтын температурыг хэмжихэд ашигладаг.
Механик цохилтын даралт, гулзайлтын машин, гидравлик экструзион даралт гэх мэт бусад машинууд металыг нугалах, хэлбэржүүлэхэд ашигладаг.
Зорилго: Хийн зуухаар урьдчилан халаахтай харьцуулахад үйлдвэрлэлийг нэмэгдүүлэх зорилготой зээтүү толгой бий болгохын тулд ган хавтанг (3.9 "x 7.5" x 0.75 "/ 100mm x 190mm x 19mm) урьдчилан халаа.
материал: Ган хавтан
Температур: 2192 ºF (1200 ºC)
Давтамж: 7 кГц
Индукцийн халаалтын төхөөрөмж: DW-MF-125/100, 125 кВт индукцийн халаалтын систем 26.8 μF багтаамжтай гурван конденсатор агуулсан алсын дулааны станцаар тоноглогдсон.
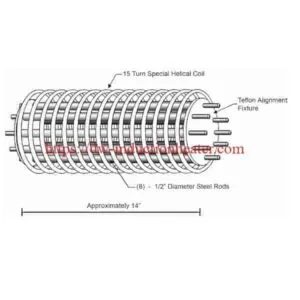
- Энэхүү хэрэглээнд шаардагдах дулааныг бий болгох зорилгоор боловсруулсан ба гурван эргэлт бүхий мушгиа ороомог.
Боловсруулалт Ган хавтанг гурван байрлал бүхий олон эргэлт бүхий мушгиа ороомог руу оруулж, тэжээлийн эх үүсвэрийг асаав. 37 секундын дотор хоёр дахь зэвэрдэггүй ган хавтан, 75 секундэд гурав дахь зэвэрдэггүй ган хавтанг оруулав. 115 секундын дараа эхний хэсэгт хүссэн температурыг хангаж, үйл явц үргэлжлэв.
Ажиллаж эхэлсний дараа хэсгүүдийг оруулсан дарааллаас нь 37 секунд тутамд халааж болно. Циклийн нийт хугацаа 115 байна
секунд тутамд нэг хэсгийг 37 секунд тутамд арилгаж болох бөгөөд ингэснээр индукцийг хүссэн үйлдвэрлэлийн түвшинд хүргэх боломжийг олгоно
хийн зуух ашиглахтай харьцуулахад ихээхэн ашиг олдог.

Үр дүн / Ашиг тус
Үйлдвэрлэлийн өндөр хурд: Энэ процесст цагт 100 хэсэг үйлдвэрлэх хурдтай байсан бол хийн зуух цагт 83 хэсэг үйлдвэрлэж байв
- Давтагдах байдал: Энэ процесс нь давтагдах тул үйлдвэрлэлийн процесст нэгтгэж болно
- Нарийвчлал ба үр ашиг: Халаалт нь нарийн бөгөөд үр ашигтай бөгөөд халаалтыг зөвхөн ган хавтан дээр л хийдэг
Хамгийн өргөн хэрэглэгддэг аж үйлдвэрийн материалын халуун температурыг ойролцоолох температур:
• Ган 1200 º • Ган 750º C • Хөнгөн цагаан 550º C
Нийт индукцийн халуун хэлбэржүүлэх програмууд
Индукцийн халаалтын машиныг ган хийц, баар, гуулин блок, титан блокыг хуурамч, халуун хэлбэрт оруулахад зохих температурт халаахад ашигладаг.

Хэсэгчилсэн маягтыг бүрдүүлэх програмууд
Индукцийн халаалт нь хоолойны хэсэг, тэнхлэгийн төгсгөл, автомашины эд анги, баарны төгсгөл гэх мэт хэсгүүдийг хэсэгчлэн бүрдүүлэх, хуурах процессыг халаахад ашигладаг.
Индукцийн халаалтын давуу тал
Ердийн зуухтай харьцуулахад хуурамч индукцийн халаалтын машинууд нь чухал үйл явц, чанарын давуу талыг санал болгодог.
Халаах хугацаа маш богино, масштаб болон исэлдэлтийг багасгадаг
Температурыг хялбар, үнэн зөв хянах. Техникийн үзүүлэлтээс гадуур температурт байгаа хэсгийг илрүүлж арилгаж болно
Зуух шаардлагатай температур хүртэл асахыг хүлээхэд цаг хугацаа алдсангүй
Автоматжуулсан индукцийн халаалтын машинууд хамгийн бага гарын хөдөлмөр шаарддаг
Дулаан хэсгийг нэг тодорхой цэг рүү чиглүүлж болох бөгөөд энэ нь зөвхөн нэг формацтай хэсэг бүхий хэсгүүдэд маш чухал юм.
Илүү их дулааны үр ашиг - дулааныг хэсэг нь өөрөө үүсгэдэг тул том өрөөнд халаах шаардлагагүй болно.
Ажиллах нөхцөл илүү сайн. Агаар дахь цорын ганц дулаан бол эд ангиуд өөрсдөө байдаг. Ажлын нөхцөл нь түлшний зуухтай харьцуулахад илүү тааламжтай байдаг.